


.gif)
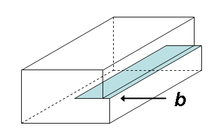
قفل شدن نابجایی پیچی به علت حضور جاگجاگ، پله ای بر روی خط نابجایی است که صفحه لغزش آن را عوض می کند. در شکل زیر یک نابجایی پیچی مشاهده می شود که به واسطه حضور جاگ، صفحه لغزش آن تغییر کرده است. ماهیت جاگ در این حالت از نوع لبه ای بوده و صفحه لغزش آن خارج از صفحات لغزش نابجایی پیچی می باشد.
زمانی که نابجایی پیچی تحت تنش وارده شروع به حرکت می کند، با توجه به این که صفحه لغزش جاگ متفاوت از صفحات لغزش نابجایی پیچی است، لذا تحت تنش برشی وارده، جاگ حرکت نخواهد کرد. بنابراین جاگ به عنوان یک نابجایی ایستا عمل کرده و درنقاط A و B نابجایی را قفل می کند.
تنها راهی که بواسطه آن جاگ می تواند به همراه نابجایی پیچی حرکت کند، حرکت در جهت عمود بر صفحه لغزش خود بوده که این کار مستلزم صعود نابجایی می باشد و از طریق جاهای خالی و یا اضافه کردن اتم های بین نشین خودی به زیر خط نابجایی انجام می شود.
با رسیدن تنش برشی به حد بحرانی خود، قسمت های پیچی نابجایی شروع به لغزش خواهند کرد. در عین حال نابجایی های پیچی برای لغزش مجبورند تا حول نقاط قفل شده A و B دوران کنند. با هر دوران، قسمت بالا نسبت به پایین صفحه لغزش به اندازه یک بردار برگرز جابجا خواهد شد. بنابراین خط نابجایی پیچی تبدیل به یک خط مارپیچ در نقاط A و B می شود. با مارپیچ شدن خط نابجایی طول آن افزایش یافته و در نتیجه چگالی نابجایی افزایش خواهد یافت.
روشهای ریختهگری نیمه جامدشکل دهی فلزات و آلیاژها در حالت نیمه جامد به دو روش مرسوم انجام میشود:
1- رئوکستینگ (Rheocasting) که در آن مخلوط دوغابی در یک همزن تولید و به طور مستقیم وارد قالب میشود. در روش رئوکستینگ، 60 تا 70 درصد آلیاژ نیمه جامد به صورت مایع است؛
2- پتککاری نیمه جامد (Thixoforming) که در آن یک شمشال در قالبی مجهز به یک همزن، ریخته گری شده و برای استفاده های بعدی ذخیره می گردد. در هنگام شکلدهی بخشی از شمشال بریده میشود، سپس تا دمای نیمه جامد حرارت داده شده و در پایان در قالب شکل داده می شود. زمانی که 30 تا 40 درصد شمشال، آلیاژ مایع باشد، شمشال ریختگی تحت عملیات پتککاری قرار می گیرد.
تولید پره های توربین به روش انجماد جهت دار
یکی از مهمترین کاربردهای انجماد جهت دار تولید پرههای توربین گازی است. این پرهها در راستای محور اصلی خود تحت تنش ها و درجه حرارتهای بالایی قرار دارند. از آنجایی که در دمای بالا مرزدانه نسبت به خود دانه ضعیف تر است، در نتیجه همراستا کردن مرزهای دانه با محور تنش های اصلی به منظور کاهش اثرات مضر روی خواص قطعه، امری منطقی به شمار میرود. عمده پرههای تولیدی از قطعات ریختگی با دانههای هم محور ساخته میشوند که دانههایی با شکل هندسی یکنواخت و ابعاد نزدیک به هم هستند و در تمام جهات رشد کردهاند. پره توربین از سه قسمت ریشه، سکو و تیغه تشکیل شده است. ضخامت پره توربین از سمت ریشه به تیغه کمتر میشود.
برنز آلومینیم (دیاگرام های دوفازی پیچیده مس - آلومینیم - نیکل - آهن)
آلیاژهای مس و قلع به برنزهای قلع و یا به طور خلاصه برنز معروفند. آلیاژهای مس با حداقل 78 درصد مس و یکی از عناصر Be , Al , Ni , Mn , Si و حتی بدون قلع نیز برنز خوانده میشود. به این ترتیب برنز آلومینیم آلیاژی است بر پایه مس که عنصر آلیاژی اصلی آن آلومینیم است. برخی از کاربردهایی این آلیاژ عبارتند از: ساخت لوله، پوسته مبدلهای حرارتی و بویلرها، خطوط لوله انتقال مواد شیمیایی، یاتاقانها و غیره. برنزهای آلومینیوم در مجموع خواص تکنولوژیکی مهم و مطلوبی دارند.
عواملی مانند نوع و درصد عناصر آلیاژی، روش ریختهگری و نوع و شرایط عملیات حرارتی بر ساختار میکروسکوپی، خواص مکانیکی و مقاومت به خوردگی برنز آلومینیم موثر است. آلیاژهای مس – آلومینیمی با 9.25 درصد آلومینیم ساختار تک فازی α دارند. به علت حضور عناصر آلیاژی مانند Ni و Fe، ریز ساختار آلیاژهای برنز آلومینیم اغلب شامل فاز کاپا (κ) است که فازی غنی از آهن و نیکل است. ساختار آلیاژ شامل آلومینیوم و 5 درصد از هریک از عناصر Fe یا Ni در شکل زیر نشان داده شده است.
به علت سرد شدن غیر تعادلی که خاص فرآیند ریختهگری است، در ساختار برنزهایی با آلومینیم بیشتر از 8.5 درصد در دماهای بالا فاز β وجود دارد که مخلوطی از فازهای α+κ+γ2 است. حضور فاز دلتا مقاومت به خوردگی و انعطافپذیری برنز آلومینیم در آب دریا را کاهش میدهد. افزایش آلومینیم در آلیاژ برنز سبب افزایش درصد وزنی فاز دلتا در ریز ساختار میشود. بنابراین برای دستیابی به استحکام بالاتر در برنزهای آلومینیم مانند C95500,C95520,C95300,C95400 که درصد آلومینیم محتوی بیشتر دارند، اغلب از روش عملیات حرارتی یا آلیاژسازی با Fe و Ni استفاده میشود که این کار از ایجاد فاز دلتا جلوگیری می کند.
تولید پره های توربینبه روش انجمادجهت دار
یکی از مهمترین کاربردهای انجماد جهت دار تولید پرههای توربین گازی است. این پرهها در راستای محور اصلی خود تحت تنش ها و درجه حرارتهای بالایی قرار دارند. از آنجایی که در دمای بالا مرزدانه نسبت به خود دانه ضعیف تر است، در نتیجه همراستا کردن مرزهای دانه با محور تنش های اصلی به منظور کاهش اثرات مضر روی خواص قطعه، امری منطقی به شمار میرود. عمده پرههای تولیدی از قطعات ریختگی با دانههای هم محور ساخته میشوند که دانههایی با شکل هندسی یکنواخت و ابعاد نزدیک به هم هستند و در تمام جهات رشد کردهاند. پره توربین از سه قسمت ریشه، سکو و تیغه تشکیل شده است. ضخامت پره توربین از سمت ریشه به تیغه کمتر میشود.
آلیاژهای زیادی برای ساخت پرههای توربین ریختگی به کار میروند، ولی از نقطه نظر خواص و تعداد، سوپر آلیاژهای پایه نیکل که با یک فاز ثانویه رسوب سختی شدهاند، کاربرد بیشتری دارند. مهمترین آلیاژی که اغلب برای تولید قطعات ریختگی با انجماد جهت دار به ویژه در تولید پرههای توربین گازی با قابلیت کاربرد در دمای بالا استفاده میشود، آلیاژ MAR M-200 است. این آلیاژ بر پایه نیکل بوده و 12.5 درصد تنگستن دارد. سایر آلیاژهای به کار رفته به این منظور عبارت از سوپر آلیاژهای پایه آهن، سوپر آلیاژهای پایه کبالت، فولادهای زنگ نزن و محلول جامد مستحکم شده پایه نیکل هستند.
مراحل تولید فولاد خام از سنگ آهن
1- واحدهای آماده سازی مواد اولیه (کلوخه و گندله سازی، کک سازی و ...)
2- واحد آهن سازی (در مجموع از سه دسته فناوری: روش سنتی کوره بلند، روش های احیای مستقیم و روش های احیا / ذوب استفاده می کنند.)
3- واحد فولادسازی (به طور عمده از دو فناوری کوره دمش اکسیژن (کنورتر) و کوره قوس الکتریکی استفاده می شود.)
4- واحدهای ریخته گری و نورد
ریختهگری در قالب فلزی با فشار کم
در روش ریختهگری در قالب فلزی با فشار کم، بوته محتوی فلز مذاب در داخل محفظه یک کوره مقاومتی قرار دارد. قالب به طور مکانیکی یا هیدرولیکی عمل میکند و فشار اعمالی بر سطح مذاب 0.035 تا 0.11 مگاپاسکال است که به طراحی قطعه بستگی دارد. هوای موجود در داخل قالب به وسیله کانالهای هوا به بیرون هدایت شده و تا انجماد کامل فلز مذاب در قالب، اعمال فشار ادامه دارد. در این روش، مذاب در یک کوره بسته عایق و تحت فشار هوا قرار داشته و محفظه قالب فلزی در بالای محفظه کوره نصب میشود. یک لوله راهگاه عمودی، کف قالب را به انتهای مذاب درون کوره متصل میکند. افزایش فشار در سطح مذاب باعث میشود تا مذاب به آرامی به سمت بالا و درون قالب هدایت شود. پس از پر شدن قالب، انجماد از دورترین نقاط قالب شروع و به سمت راهگاه ادامه پیدا
میکند.
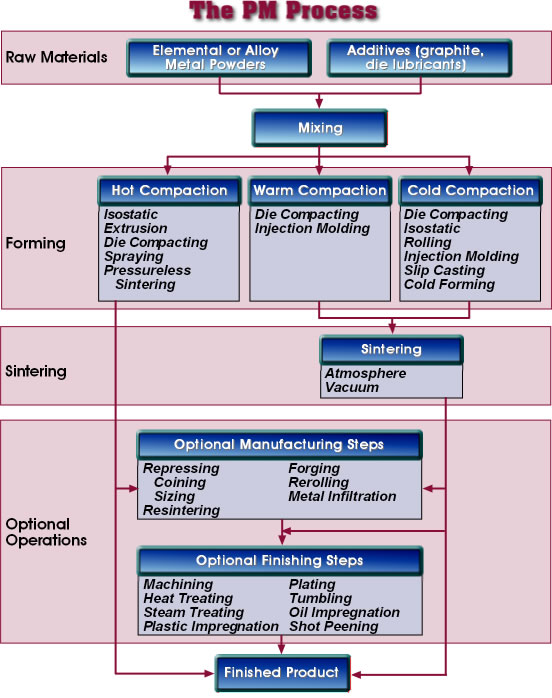
فرآیند تولید به روش متالورژی پودر
متالورژی پودر روشی برای ساخت و تولید قطعات فلزی و سرامیک است که اساس آن بر فشردن پودر مواد به شکل مورد نظر و تفجوشی آن است. تف جوشی در درجه حرارتی زیر نقطه ذوب انجام می شود. عمده ترین کاربردهای قطعات متالورژی پودر در صنایع خودرو سازی استپ به ط.ری که امروزه بقای صنعت متالورژی پودر در کشورهای صنعتی بسیار وابسته به صنعت خودرو سازی میباشد. در شکل زیر مراحل تولید قطعه به روش متالورزی پودر نشان داده شده است.
فناوری جوش لیزری
در این روش از پرتو لیزر برای جوشکاری استفاده می شود. به طور عمده ار دو نوع لیزر در جوشکاری و برش کاری استفاده می شود:
1- لیزرهای جامد مثل Ruby و ND:YAG Y
2- لیزرهای گاز مثل لیزر CO2 .
در جوشکاری لیزر تمامی عملیات ذوب و انجماد در چند ثانیه انجام می گیرد و به خاطر کوتاه بودن این زمان هیچ واکنشی بین فلز مذاب و اتمسفر انجام نخواهد شد و از این رو گاز محافظ لازم ندارد. بهترین طرح اتصال برای این نوع جوشکاری طرح اتصال لب به لب می باشد و با توجه به محدودیت ضخامت در آن می توان ار طرح اتصال های T یا اتصال گوشه نیز استفاده نمود. از اشعه لیزر می توان در جوش دادن آلیاژها و سوپر آلیاژها با نقطه ذوب بالا وبرای جوش دادن فلزات غیر همجنس استفاده کرد. به طور کلی این روش جوشکاری برای استفاده های دقیق و حساس استفاده می شود. از این روش می توان در صنعت اتومبیل و مونتاژ قطعات، برای جوش دادن درزهای بلند استفاذه نمود.
تولید آهن اسفنجی به روش تکنورد (Tecnored)
در روش تکنورد کک به همراه گندله در کوره تغذیه میشود. در پایین کوره، منطقۀ گندلههای داغ قرار گرفته است. در این منطقه کک با دمش هوای گرم با دمای 1550 درجۀ سانتیگراد از راه لولههای دم که در دیواره کوره قرار گرفته، میسوزد. بخشی از گاز کوره از دریچۀ بالای راکتور در میان بار در راهگاه تغذیه، جریان پیدا میکند تا کک ورودی را خشک و آن را پیشگرم کند. هوای سرد از بالاترین منطقۀ کوره و برای احتراق پیشرفته در کوره، دمیده میشود. استفاده از کک حاوی گوگرد، ایجاب میکند تا از یک سیستم تصفیه کننده با بازده و دقت زیاد بر اساس دستورالعملهای زیست محیطی، استفاده شود. در این روش چدن مذاب تولیدی درون پاتیل، تخلیه و سپس گوگرد زدایی و پس از سرباره گیری به کارگاه چدنریزی یا فولادسازی ارسال میشود. طرح تجهیزات و تاسیسات تولید آهن خام به روش تکنورد در شکل زیر نشان داده شده است.
چدن نشکن یا چدن گرافیت کروی
نام چدن نشکن به دلیل رسوب گرافیت به شکل کروی در زمینه آن است. عمل کروی شدن گرافیت در چدن نشکن از طریق افزودن مقادیر جزئی منیزیم به عنوان عنصری کروی کننده به مذابی که دارای ترکیب شیمیایی مشابه چدن خاکستری می باشد انجام می گیرد ولی با درصد گوگرد و فسفر کمتری است بدست می آید. منیزیم تنها عنصری نیست که می تواند نقش کروی کننده داشته باشد و دلیل استفاده از منیزیم به خاطر جنبه اقتصادی آن است. عناصری نظیر کلسیم ، پتاسیم ، لیتیم ،لانتانیم ،و برلیم نیز می توانند ترغیب کننده گرافیت کروی باشند و عناصری نظیر گوگرد، اکسیژن، هیدروژن، ازت، سرب، تیتانیم، آرسنیک بازدارنده گرافیت کروی باشند.
دوست عزیز، به سایت علمی نخبگان جوان خوش آمدید
مشاهده این پیام به این معنی است که شما در سایت عضو نیستید، لطفا در صورت تمایل جهت عضویت در سایت علمی نخبگان جوان اینجا کلیک کنید.
توجه داشته باشید، در صورتی که عضو سایت نباشید نمی توانید از تمامی امکانات و خدمات سایت استفاده کنید.




 پاسخ با نقل قول
پاسخ با نقل قول





علاقه مندی ها (Bookmarks)